
Mașini de găurit și alezat cu găuri adânci CNC pentru sarcini grele
Descriere produs
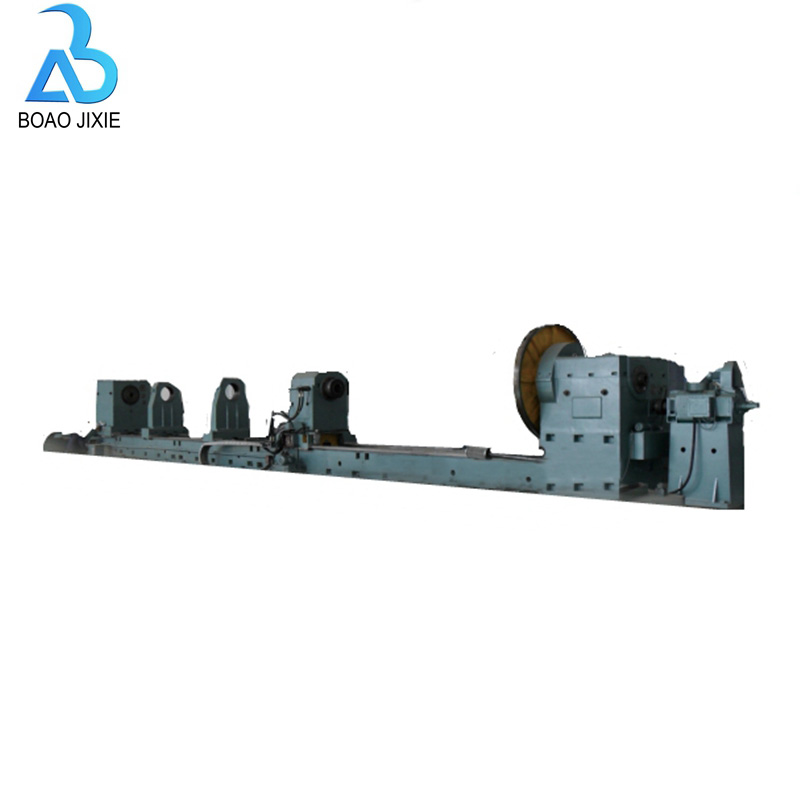
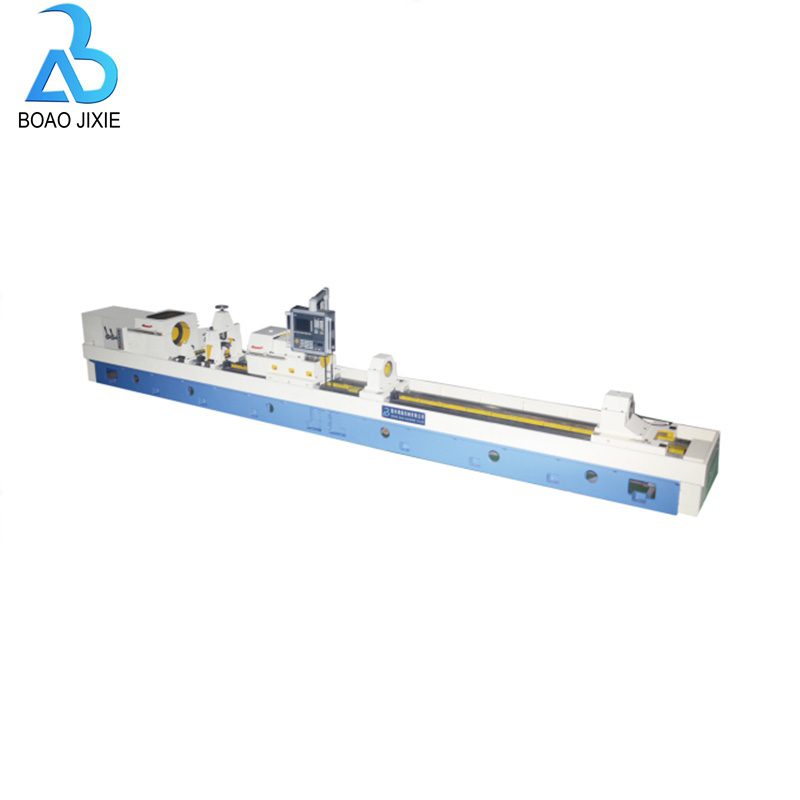
Mașina T2150 este în principal pentru prelucrarea piesei de prelucrat cilindrice.Instrumentul este menținut în rotație și alimentare, această mașină poate efectua procesul de găurire, alezarea, extinderea și lustruirea cu role, etc. Mașina este asamblată cu sistem CNC.Pe lângă prelucrarea găurii traversante, poate prelucra și găuri în trepte și găuri oarbe.Axul capului este antrenat de un motor DC de mare putere, folosind schimbarea vitezei cu mai multe trepte și reglarea continuă a vitezei.Procesul adoptă modul de rotație a piesei de prelucrat și de alimentare cu scule, lichidul de răcire este furnizat de alimentatorul de ulei sau prin capătul barei de foraj, așchiul este împins afară de presiunea lichidului de răcire.
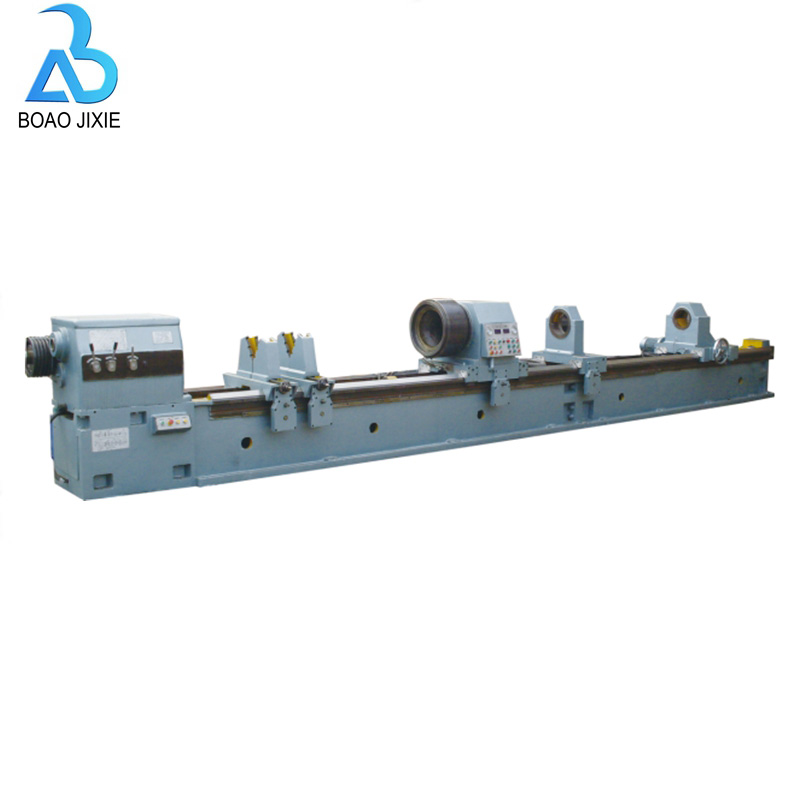
Piesa capului este echipată cu mandrina cu trei sau patru fălci, alimentatorul de ulei prinde piesa de prelucrat cu un servomotor.Alimentatorul de ulei poate fi mutat și poziționat de-a lungul corpului patului și menținând forța de strângere constantă a piesei de prelucrat.Sistemul hidraulic are un control bun la prinderea și fixarea piesei de prelucrat, care are o stabilitate ridicată și o precizie bună.Alimentatorul de ulei adoptă structura principală a axei care îmbunătățește capacitatea de încărcare și precizia de rotație.
Corpul patului este realizat din fontă de înaltă rezistență, ceea ce asigură mașinii suficientă rigiditate.Șenila de ghidare este tratată prin tehnologie de întărire și are o rezistență excelentă la uzură și o capacitate de reținere de înaltă precizie.Toți parametrii de funcționare sunt afișați de afișajul contorului (panoul CNC este situat pe partea din mijloc a mașinii), strângerea piesei de prelucrat și operarea este foarte sigură, rapidă și stabilă.Această mașină este utilizată pe scară largă în producția de cilindru special, cilindru de cărbune, mașini hidraulice, tub de cazan de înaltă presiune, industria petrolieră, militară, electrică și spațială aerian.
Specificații
| NO | Articole | Parametrii | |
| 1 | Modele | TK2250 | TK2150 |
| 2 | Gama de diametre de foraj | / | Φ40-Φ150mm |
| 3 | Diametrul de foraj a sunat | Φ120-Φ500mm | Φ120-Φ500mm |
| 4 | Adâncimea maximă de plictisire | 1000-18000 mm | 1000-18000 mm |
| 5 | Gama de diametre de prindere a piesei de prelucrat | Φ150-Φ650mm | Φ150-Φ650mm |
| 6 | Înălțimea centrului axului mașinii | 625 mm | 625 mm |
| 7 | Gama de viteze de rotație a axului capului | 1-225r/min | 1-225r/min |
| 8 | Diametrul orificiului axului | Φ130mm | Φ130mm |
| 9 | Diametrul orificiului conic din față a arborelui | Metric 140# | Metric 140# |
| 10 | Puterea motorului capului | 45KW, motor DC | 45KW, motor DC |
| 11 | Puterea motorului cutiei de foraj | / | 22 kW |
| 12 | Diametrul orificiului axului cutiei de foraj | / | Φ75mm |
| 13 | Orificiul conic frontal al cutiei de foraj | / | Φ85mm 1:20 |
| 14 | Viteza cutiei de foraj a sunat | / | 60-1000 rot/min |
| 15 | Gama de viteze de alimentare | 5-3000 mm/min (în trepte) | 5-3000 mm/min (în trepte) |
| 16 | Viteză rapidă a căruciorului de alimentare | 3m/min | 3m/min |
| 17 | Alimentați puterea motorului | 7,5 kW | 7,5 kW |
| 18 | Alimentare cu putere rapidă a motorului căruciorului | 36N.M | 36N.M |
| 19 | Motor pompa hidraulica | N=1,5KW | N=1,5KW |
| 20 | Presiunea nominală de lucru a sistemului hidraulic | 6,3 Mpa | 6,3 Mpa |
| 21 | Motorul pompei de racire | N=7,5KW(2 grupuri), 5,5KW(1grup) | N=7,5KW(2 grupuri), 5,5KW(1grup) |
| 22 | Presiunea nominală de lucru a sistemului de răcire | 2,5 Mpa | 2,5 Mpa |
| 23 | Debitul sistemului de răcire | 300、600、900L/min | 300、600、900L/min |
| 24 | Sistem de control CNC | Siemens 808/ KND | Siemens 808/ KND |
Notă: sistemul de control numeric este opțional
Fotografii Perete



Categorii de produse
-

Mașini de găuri adânci de bună calitate
-
Mașini bune de forat găuri adânci pentru sarcini grele cu...
-
Foraj și foraj de înaltă calitate pentru găuri adânci...
-

Mașini de foraj CNC de înaltă calitate pentru găurit adâncime
-

Mașini de găurit și alezat găuri adânci din China...
-
Mașină manuală de găurit și de foraj manual din China...





