


TGK 10 Deep Hole CNC Skiving & Rolling Machine
Caracter de mașină
Mașina-uneltă CNC din seria TGK10 pentru schiving și laminare adoptă metoda de prelucrare a piesei de prelucrat fixe și alimentarea rotativă a sculei.Mașina-unealtă poate realiza prelucrarea de alezarea, răzuirea și laminarea găurilor interioare ale pieselor de prelucrat, modalitatea de prelucrare este simplă, iar produsele prelucrate sunt de înaltă precizie.Principalele avantaje ale acestei mașini-unelte sunt eficiența ridicată de prelucrare, performanța stabilă, iar eficiența este de 5 până la 10 ori față de mașinile tradiționale de alezat adâncime și mașinile de șlefuit;gradul de control inteligent este ridicat, iar controlul digital și monitorizarea fiecărei comenzi de acțiune a mașinii-unelte sunt simple și convenabile.usor de operat.

Parametrii mașinii
| NO | Articole | Descriere |
| 1 | Interval de prelucrare a diametrului interior | Φ35-100mm |
| 2 | Interval de adâncime de procesare | 1000mm-12000m |
| 3 | Lățimea ghidajului mașinii | 500 mm |
| 4 | Înălțimea centrului arborelui | 350 mm |
| 5 | Viteza axului, note | 5-1200rpm, 4 trepte, continuu |
| 6 | Motorul principal | 45KW, servomotor AC |
| 7 | Interval de viteză de alimentare | 5-3000 mm/min (în trepte) |
| 8 | Viteza de mișcare rapidă a transportului | 6000 mm/min |
| 9 | Gama de prindere a dispozitivului | Φ40-150mm |
| 10 | Motor de alimentare | 40 N.m (servomotor Siemens AC) |
| 11 | Motoare ale sistemului de răcire | N=7,5kw 11kw 15kw |
| 13 | Presiunea nominală a sistemului de răcire | 2,5 MPa |
| 14 | Debitul sistemului de răcire | 237L/min、201L/min、153L/min (3 seturi) |
| 15 | Presiune nominală a sistemului hidraulic | 7 MPa |
| 16 | Presiunea aerului | ≥0,4MPa |
| 17 | Sistem de control: | Siemens 828D |
| 18 | Alimentare electrică | 380V.50 HZ, 3 faze (Personalizare) |
| 19 | Măsură mașină | L*2400*2100*(L*W*H) |
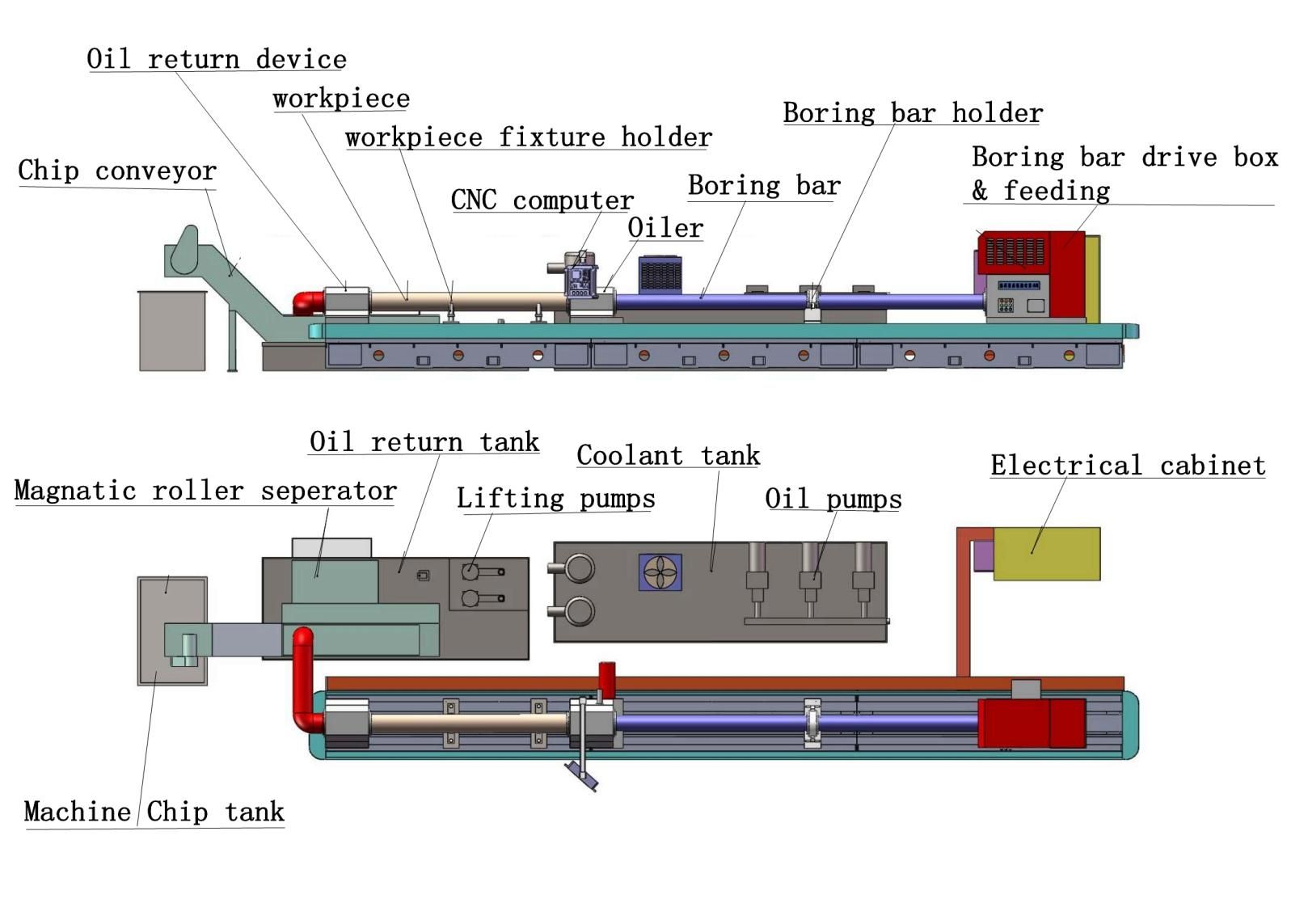
Piese importante ale mașinii

1. Patul mașinii
Patul adoptă o structură dublă dreptunghiulară a șinei de ghidare plată, iar lățimea șinei de ghidare este de 500 mm.Corpul patului este componenta de bază a mașinii-unelte, iar rigiditatea sa afectează direct performanța de lucru și precizia de lucru a întregii mașini-unelte.
2. Cutia de antrenare a tijei de foraj
Cutia de bare de foraj este o structură integrală de turnare și este instalată pe tava de alimentare.Alegerea vitezei de rotație poate fi determinată în funcție de factori precum materialul piesei de prelucrat, duritatea, instrumentul de tăiere și starea de rupere a așchiilor.În funcție de diferite viteze, acesta poate fi setat prin programarea sistemului de control numeric, iar rulmenții axului sunt importați din Japonia, cum ar fi NSK.Funcția principală a cutiei de bare de foraj este de a conduce unealta să se rotească



3. Sistem de alimentare cu ulei și colector de ulei
Recipientul de ulei este situat în mijlocul mașinii-unelte.Principalele funcții ale piesei de primire a uleiului sunt: 1. Introducerea lichidului de răcire în piesa de prelucrat.2. Capătul frontal al uleiului este echipat cu un manșon de ghidare a sculei pe placa superioară a piesei de prelucrat, care poate realiza ghidajul intrării în timpul procesării racletei.Dispozitivul de returnare a uleiului este situat la capătul stâng al mașinii-unelte, care se poate deplasa și poate fi fixat de-a lungul direcției axiale a patului.Principalele funcții ale dispozitivului de returnare a uleiului sunt: Partea inferioară a corpului de returnare a uleiului este conectată cu tija șurubului în formă de T din mijlocul patului, iar mișcarea axială realizează prepoziționarea piesei de prelucrat în timpul prelucrării;este echipat cu un dispozitiv de cric servomotor (deoarece cricul adoptă cel mai avansat servo Cricul cu motor înlocuiește metoda de cric hidraulic, astfel încât reglarea forței de cric realizează cu adevărat control digital. Grosimea peretelui și diametrul piesei de prelucrat sunt diferite și sunt selectate diferite forțe de ridicare pentru a preveni deformarea duzei în cea mai mare măsură.)
4. Sistemul de alimentare al mașinii
Perechea de șuruburi cu bile de înaltă precizie Taiwan Shangyin este instalată în jumătatea din mijloc și din spate a canelurii corpului mașinii-unelte, iar la capăt există o cutie de alimentare, acționată de un servomotor AC de 5,5 kW, pentru a realiza alimentarea unealta lângă paletul de alimentare (cutie de bare de alezat).Viteza de avans poate fi reglată fără trepte, iar unealta poate fi retrasă rapid.Jumătatea din față a canelurii corpului patului mașinii este echipată cu un șurub în formă de T și o cutie de alimentare, care sunt utilizate pentru alimentarea dispozitivului de retur a uleiului, reglarea poziției piesei de prelucrat și strângerea.Întregul sistem de alimentare are avantajele de înaltă precizie, rigiditate bună, mișcare lină și reținere bună a preciziei.


5. Sistem de susținere a barei de plictisire
Manșonul de susținere al barei de foraj este fixat pe corpul suportului cu șuruburi și este înlocuit împreună cu bara de foraj, care este convenabil și rapid pentru a înlocui diferite bare de alezat.Acesta joacă în principal rolul de a susține bara de foraj, de a controla direcția de mișcare a barei de foraj și de a absorbi vibrația barei de foraj.Manșon de sprijin intern cu funcție de pivotare
6. Sistem de suport pentru fixarea piesei de prelucrat
Echipat cu două seturi de suporturi bloc în formă de V pentru a susține piesa de prelucrat.Ridicarea șurubului și a piuliței poate fi reglată în mod arbitrar în funcție de diferite diametre ale piesei de prelucrat.Joacă în principal rolul de portantă și de reglare a piesei de prelucrat și poziția găurii de foraj.

7. Sistem hidraulic
Mașina unealtă este echipată cu un sistem hidraulic special, care este utilizat pentru a controla extinderea și contracția sculei hidraulice și schimbarea automată hidraulică a casetei de foraj pentru a completa sistemul de control al acțiunii de rulare.Presiunea nominală este de 7Mpa.Componentele principale sunt produse din seria de cercetare a petrolului importate.

8. Sistem de filtrare a lichidului de răcire
Sistem de îndepărtare și filtrare a așchiilor de răcire: situat în principal în partea din spate a mașinii-unelte, după filtrarea cu mașina automată de îndepărtare a așchiilor cu placă de lanț (filtru grosier) → filtru de ulei de nivel întâi → filtru de ulei de nivel al doilea și filtrare de nivel al treilea după sedimentare și filtrare.
9.Sistem electric
Se compune din cutia de control principală, cutia de operare, cutia de borne și cabluri.Principalele componente electrice sunt marca Schneider.Pentru cutie de comandă electrică (răcire aer condiționat).Partea principală de cablare adoptă o structură de fișă de aviație.Cablurile adoptă standardul național, iar cablurile de curent slab adoptă cablurile ecranate.Cablajul este aranjat în strictă conformitate cu izolarea electrică puternică și slabă.

| NO | Articole | Mărci | NO | Articole | Mărci |
| 1 | Corp metalic al mașinii | Făcut singur | 2 | Cutia de antrenare a barei de plictisitor | Făcut singur |
| 3 | Panou suport | Făcut singur | 4 | Rulment ax | Japonia NSK |
| 5 | Alți urși | Branduri bune | 6 | Șurub cu bile | Marca Taiwan |
| 7 | Elemente electrice principale | schneider sau siemens | 8 | Motor ax | Marca China |
| 9 | Servomotor de alimentare | Siemens | 10 | Alimentare servo driver | Siemens |
| 11 | Sistem CNC | Siemens | 12 | Elemente pneumatice | Japonia SMC |
10. Sistem de control CNC
Mașina unealtă este echipată cu sistem CNC SIMENS828D, iar presiunea lichidului de răcire este afișată de instrumente.Motorul de alimentare este un servomotor, iar motorul cutiei de bare de foraj este importat.Alimentare manuală, funcție de autodiagnosticare.Afișare stare, diverse funcții, cum ar fi afișarea poziției curente, afișarea programului, afișarea setarii parametrilor, afișarea alarmei, conversia afișajului multilingv etc.





